制程、成品检验作业程序
1、目的
确保所有在制程或入库中的产品,都符合标准或客户需求,防止不符规格品流至次制程或客户而影响制造成本或公司整体声誉。
2、范围
适用于公司之各生产制程或入库之产品。
3、权责
3.1制程中外观检验执行:现场作业人员。
3.2制程中全面抽检:品管人员。
3.3入库检验:品管人员。
4、定义
无
5、作业内容
5.1针对各制程,设订管制项目,进行各项检验。
5.2制造机器启动后,操作员取一段(模)样品针对外观进行自主检查,若无外观差异,将此样品提交给机台品检,依照最新版成品图与检验规范作全面量测与评估,并将记录填写在「首件记录表」上,若符合要求,方可连续生产,若不符要求,则需进行机器调整或模具维修。对GP产品,首件还应确认材料和设备工具是否经GP检定。
5.3在制程中,机台品检需依照首件检查时机(开机、修模、换料、换模),做好相应的首件检查,并填写好相应首件检验记录。
5.4在连续制程中,机台品检还需依照最新版成品图与《质量检验规范》作好巡回检查,并且于第三10、20、30……盘(袋)作好相应的完整记录,并登记在「制程巡回检验记录表」上。连续端子需检验不同两个料带一冲程之端子,如检验第10盘上料带之端子,冲程穴数为三支,则在巡检表中登记为上10.1、上10.2、上10.3,分别表示第1支、第2支、第3支之对应尺寸,以此类推。盘(袋)号在10X(X取1、2、3……)之外,则采用重点尺寸抽查的方法作检验,可不记录的报表中。若检验有异常,则须登记异常端子之各部位尺寸,超公差部份用红笔注明,并判定NG;对已冲出之产品经自行装配检验或经客户同意,由品检班长以上主管认可,可作特采接受,并许可继续生产,但当维修模具时超公差部份区一并维修调整。每盘(袋)端子经检验合格由相应品检盖上合格章,并贴好相应「样品板」。连续端子样品板上短下长,数量在一冲程穴数以上;散片端子保留一冲程数量,以利质量追溯(端子事业部适用)。塑料事业部连续生产中每2小时巡检一次,并作好检验记录。被检验之不合格成品放上现品票。对GP产品,还应在「制程巡回检验记录表」上确认材料(GP标志)、设备(GP检定标识)、作业人员(GP培训上岗)是否符合GP管理的要求。
5.5首件检验依首件判定时机之规定进行检验,并标注首件检验时机与时间。
5.6制程中,包装(盘/袋)上的标识或包装数量由操作员自主管控其正确性。
5.7产品入库前,由不同品检依质量检验规范,针对产品外观与包装再作一次抽样检查。端子事业部抽查(盘/袋)号为6X(X取1、2、3……),连续端子需检查两个不同料带之成品端子;塑料事业部每箱抽取三包检验。若符合要求,则盖上入库合格章,相关品检记录登记在「入库检验记录表」上。
5.8异常处理:
5.8.1制程中若产品不符合该制程管制标准,依《矫正与预防措施作业程序》处理。
5.8.2不合格品依《不合格品管制作业程序》处理。
5.9检验记录
相关质量记录依《质量记录管制作业程序》办理。
#p#副标题#e#
6、检验依据
6.1QC工程表
6.2质量检验规范
7、参考文件
7.1制程管制作业程序
7.2矫正与预防措施作业程序
7.3不合格品管制作业程序
7.4质量记录管制作业程序
7.5产品的鉴别与追溯作业程序
8、制程成品检验流程图
确保所有在制程或入库中的产品,都符合标准或客户需求,防止不符规格品流至次制程或客户而影响制造成本或公司整体声誉。
2、范围
适用于公司之各生产制程或入库之产品。
3、权责
3.1制程中外观检验执行:现场作业人员。
3.2制程中全面抽检:品管人员。
3.3入库检验:品管人员。
4、定义
无
5、作业内容
5.1针对各制程,设订管制项目,进行各项检验。
5.2制造机器启动后,操作员取一段(模)样品针对外观进行自主检查,若无外观差异,将此样品提交给机台品检,依照最新版成品图与检验规范作全面量测与评估,并将记录填写在「首件记录表」上,若符合要求,方可连续生产,若不符要求,则需进行机器调整或模具维修。对GP产品,首件还应确认材料和设备工具是否经GP检定。
5.3在制程中,机台品检需依照首件检查时机(开机、修模、换料、换模),做好相应的首件检查,并填写好相应首件检验记录。
5.4在连续制程中,机台品检还需依照最新版成品图与《质量检验规范》作好巡回检查,并且于第三10、20、30……盘(袋)作好相应的完整记录,并登记在「制程巡回检验记录表」上。连续端子需检验不同两个料带一冲程之端子,如检验第10盘上料带之端子,冲程穴数为三支,则在巡检表中登记为上10.1、上10.2、上10.3,分别表示第1支、第2支、第3支之对应尺寸,以此类推。盘(袋)号在10X(X取1、2、3……)之外,则采用重点尺寸抽查的方法作检验,可不记录的报表中。若检验有异常,则须登记异常端子之各部位尺寸,超公差部份用红笔注明,并判定NG;对已冲出之产品经自行装配检验或经客户同意,由品检班长以上主管认可,可作特采接受,并许可继续生产,但当维修模具时超公差部份区一并维修调整。每盘(袋)端子经检验合格由相应品检盖上合格章,并贴好相应「样品板」。连续端子样品板上短下长,数量在一冲程穴数以上;散片端子保留一冲程数量,以利质量追溯(端子事业部适用)。塑料事业部连续生产中每2小时巡检一次,并作好检验记录。被检验之不合格成品放上现品票。对GP产品,还应在「制程巡回检验记录表」上确认材料(GP标志)、设备(GP检定标识)、作业人员(GP培训上岗)是否符合GP管理的要求。
5.5首件检验依首件判定时机之规定进行检验,并标注首件检验时机与时间。
5.6制程中,包装(盘/袋)上的标识或包装数量由操作员自主管控其正确性。
5.7产品入库前,由不同品检依质量检验规范,针对产品外观与包装再作一次抽样检查。端子事业部抽查(盘/袋)号为6X(X取1、2、3……),连续端子需检查两个不同料带之成品端子;塑料事业部每箱抽取三包检验。若符合要求,则盖上入库合格章,相关品检记录登记在「入库检验记录表」上。
5.8异常处理:
5.8.1制程中若产品不符合该制程管制标准,依《矫正与预防措施作业程序》处理。
5.8.2不合格品依《不合格品管制作业程序》处理。
5.9检验记录
相关质量记录依《质量记录管制作业程序》办理。
#p#副标题#e#
6、检验依据
6.1QC工程表
6.2质量检验规范
7、参考文件
7.1制程管制作业程序
7.2矫正与预防措施作业程序
7.3不合格品管制作业程序
7.4质量记录管制作业程序
7.5产品的鉴别与追溯作业程序
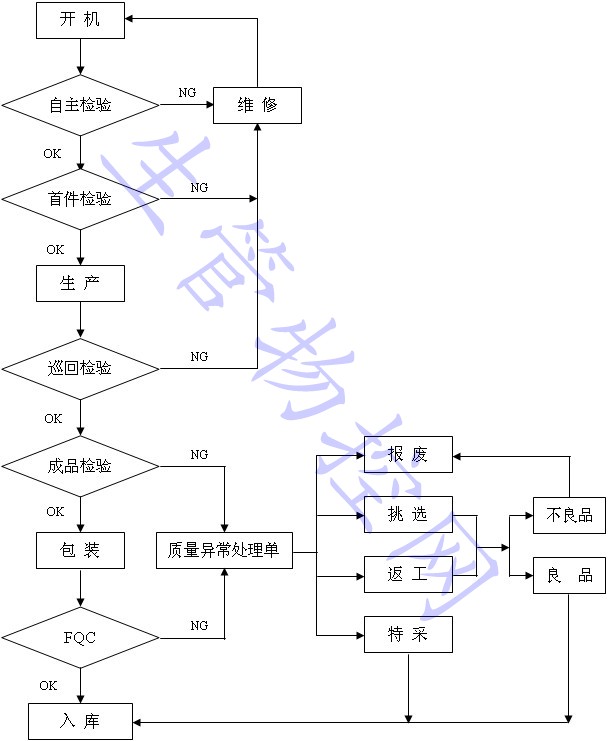
8、制程成品检验流程图

