车间作业控制(shop floor control)的常用调度措施
在需要压缩生产周期的情况下,一般有以下措施:
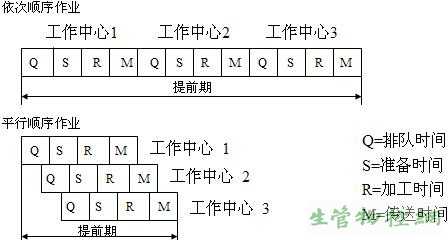
1、串行改平行作业
通过设依次顺序作业中下道工序的排队时间Q为负值来实现
2、加工单分批
把原来一张加工单加工的数量分成几批,由几张加工单来完成,以缩短加工周期。每批的数量可以不同。采用加工单分批或分割只有在用几组工作中心能完成同样的工作时才有可能。每组工作中心需要有准备时间,准备时间增加了。此外,还可能需要几套工艺装备,成本也会增加。有时,一道工序由一台工作中心完成 ,下一道工序分成由两组不同的工作中心加工,然后又由一台工作中心来完成第三道工序。
3、压缩排队、等待和传送时间。有人为设定和系统按设定的比例压缩两种处理方式。
4、替代工序或改变工艺
5、其它
如加班加点、调配人力。

